Welcome! ZZJG VALVE Factory Can Offer High Quality Line Blind Valves And Goggle Valves.
In the fields of petrochemicals, metallurgy and other heavy industries, the safe operation of pipeline systems has always been the focus of production companies. Recently, a new type of flat-bottomed blind plate valve has shown its unique advantages in multiple industrial scenarios and has become an important equipment to ensure the safe operation of pipelines.

Outstanding performance characteristics
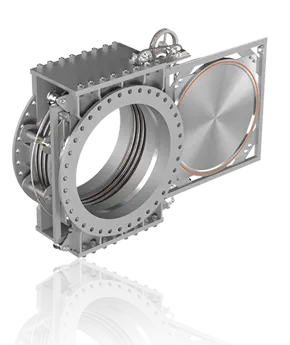
Compared with conventional valves, the flat bottom blind plate valve has made important improvements in design. Its full-bore structure effectively avoids the problem of medium residue and is particularly suitable for handling dusty, high-viscosity or corrosive media. In actual use, the valve has demonstrated excellent sealing performance and can achieve zero leakage when fully closed. “We replaced this type of valve on the main pipeline last year, and the safety factor during maintenance has been significantly improved.” Wang, the head of the equipment department of a refinery, said, “In the past, we always had to worry about internal leakage of the valve during maintenance, but now this problem has been basically solved.”
Multi-field application examples
At present, this type of valve has been verified in many industries:
1. Petrochemical enterprises: used in raw material transportation pipelines to reduce leakage
2. Power plants: used in desulfurization systems to improve operating stability
3. Environmental protection projects: supporting waste gas treatment devices with good sealing effects
4. Pharmaceutical factories: meet special requirements for clean pipelines

Market development trend
According to industry research, the market demand for this type of valve products is growing steadily. Many industry insiders believe that with the continuous improvement of manufacturing processes and the application of intelligent control technology, the performance of flat-bottom blind plate valves will be further improved and play a greater role in the field of industrial safety. “We are developing a new model with a status monitoring function, which is expected to be put into production next year.” The technical director of a valve manufacturing company revealed. This upgraded product will be able to monitor the valve status in real time and provide data support for preventive maintenance.
DO YOU HAVE QUESTIONS? WE ARE HERE TO HELP YOU!
Copyright © 2026 Zhengzhou Jinggong Technology Co., Ltd